Автор публикации: Владимир Ивлиев, компания FindTenders.
Уважаемые читатели! Мною было проведено небольшое исследование, посвященное государственным и коммерческим тендерам на оказание услуг по промышленной автоматизации и поставки автоматизированных систем управления. Для анализа были взяты данные более чем с 350 торгово-закупочных систем. После обработки полученной информации, были замечены интересные тенденции, которые могут быть любопытны экспертному сообществу в области промышленной автоматизации. Данные для получения статистической информации были взяты с января по октябрь 2015 года. Чтобы улучшить понимание происходящего на рынке, государственные закупки (проводящиеся по 44 и 223 Федеральным Законам) и тендеры частных компаний были посчитаны независимо друг от друга.
Для наглядности информация по рынку заказов на выполнения услуг по автоматизации представлена в виде графика. На нем четко видны тренды, наблюдаемые в 2015 году. С января по март идет рост количества заказов, связанных с автоматизацией. Особенно резко выросло количество тендеров, размещенных государственными учреждениями. Такое увеличение количества закупок говорит об общем росте рынка промышленной автоматизации. После достижения максимума в марте-апреле начинается устойчивый тренд по снижению количества публикуемых заказов. Если же взять тендеры частных компаний, то здесь не наблюдается каких-то восходящих или нисходящих тенденций. Общее количество заказов колеблется в районе 200 в месяц. При этом, с мая по август количество ежемесячных торгов меньше, чем в другое время. Такое проявление сезонности типично для корпоративного заказа, ибо на этот период приходится максимальное количество отпусков. Количество госзакупок превышает количество частных тендеров приблизительно в 3 раза. Если сравнивать с другими отраслями экономики, то это очень мало. Часто превышение государственных торгов над коммерческими можно оценить в 2 порядка и более. Такая небольшая разница между количеством закупок обусловлена спецификой отрасли. Основными потребителями автоматизированных систем управления являются производства и энергетические объекты, для которых частная собственность является нормой.
Компания ОВЕН реализовала поддержку протокола Modbus ASCII/RTU восьмиканальным измеритель-регулятором с искробезопасными входными цепями ТРМ138В, что значительно расширило коммуникационные возможности прибора. ТРМ138В со встроенными барьерами искрозащиты предназначен для измерения, регистрации и регулирования температуры, давления и других физических величин в условиях взрывоопасных зон. Прибор может применяться для создания АСУ ТП в пищевой, медицинской, химической, нефтеперерабатывающей промышленностях. По многочисленным просьбам пользователей на ТРМ138В специалистами компании ОВЕН была реализована поддержка протокола Modbus ASCII/RTU, что позволило расширить коммуникационные возможности прибора. Появилась возможность удаленного ручного управления выходной мощностью по восьми каналам. Карту регистров можно найти в обновленном руководстве по эксплуатации.
Корпуса металлические двухдверные ЩУ IP66 IEK® применяются для сборки вводно-учетных электрощитов с применением модульной аппаратуры, для ввода и учета электроэнергии в жилых и производственных помещениях. Модернизированная конструкция корпусов металлических двухдверных ЩУ IEK® обеспечивает повышенную степень защиты IP66, а также удобство монтажа и эксплуатации. Преимущества модернизированных двухдверных корпусов ЩУ IP66 IEK®
Повышенная степень защиты от пыли и влаги.
Улучшенная антикоррозийная стойкость.
Совместимость с системой АСКУЭ.
Двойная пломбировка (внутренней и наружной двери).
Особенности конструкции модернизированных двухдверных корпусов ЩУ IP66 IEK®
Пломбировка внутренней двери (оперативной панели).
Козырек защищает от попадания влаги.
Дополнительное отверстие для отдельного вывода внешней антенны GSM при установке АСКУЭ.
Отсутствие технологических отверстий и выкусов под петли с острыми краями для улучшения антикоррозийной стойкости корпуса.
Технические характеристики модернизированных двухдверных корпусов ЩУ IP66 IEK®
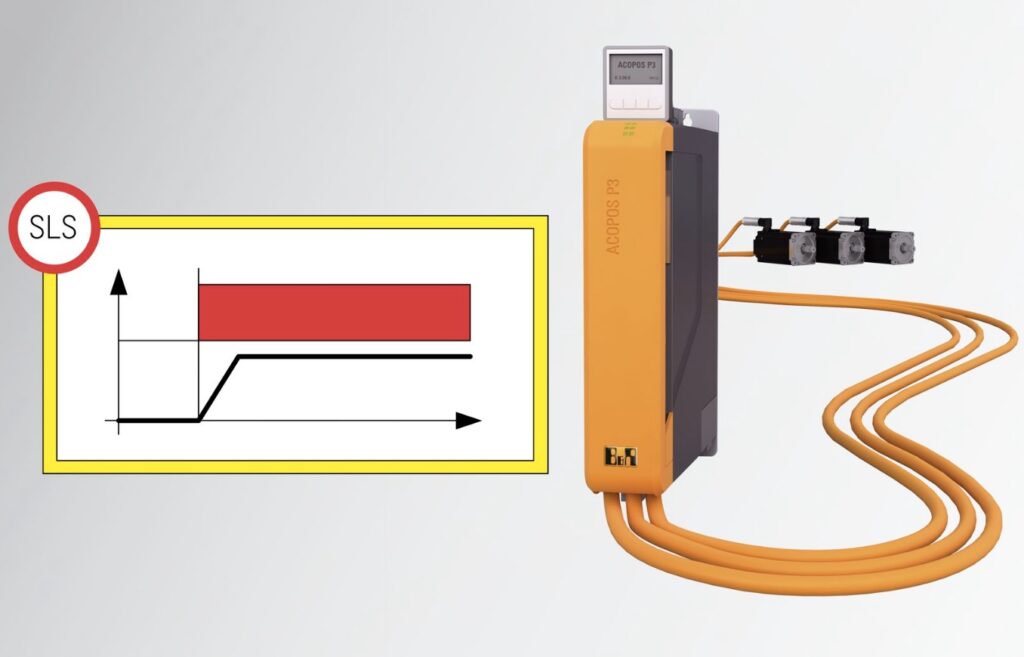
Компания B&R разработал виртуальный датчик Safe Speed Observer для сервопривода ACOPOS P3 Вирутальный датчик обеспечивает уровень безопасности в соответствии с требованиям SIL 2 / PL d / Cat. 3, а также позволяет реализовать функцию безопасного ограничения скорости (SLS), кроме того отпадает необходимость в покупке дорогостоящего безопасного энкодера. Safe Speed Observer вычисляет предельно допустимую безопасную скорость на основе электрических параметров синхронного двигателя с постоянными магнитами и двух резервируемых моделей двигателя. Виртуальный датчик можно использовать как для линейных, так и обычных синхронных двигателей. Простота настройки Safe Speed Observer прост в настройке — в среде Automation Studio имеется соответствующий интерфейс для энкодера. Пользователь может внедрить доступные функции безопасности для безопасной оси из библиотеки функциональной безопасности (safety library). Данное решение стало возможным благодаря интегрированной в приводные системы технологии безопасности SafeMOTION.
Автоматизированная система управления технологическим процессом прокатки на участке обжимной клети 850 крупносортного стана на нижнем уровне управления включает в себя пять взаимосвязанных и структурно согласованных между собой систем, осуществляющих информационные функции и функции управления. При этом не ставится задача обеспечения полного автоматического управления участком без участия оператора, что объясняется особенностями технологии и конструкции механизмов, требующих визуального контроля за правильностью выполнения операций и изменения стратегии управления в зависимости от ситуаций, возникающих в процессе управления.
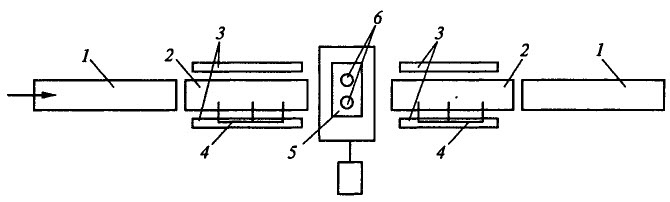
На рисунке представлен план расположения оборудования участка обжимной клети 850, где 1 — раскатные рольганги; 2 — рабочие рольганги; 3 — манипуляторные линейки; 4 — кантователь; 5 — клеть 850; 6 — нажимное устройство.
Технологический процесс реверсивной прокатки в клети заготовок, поступающих от нагревательных печей, состоит из следующих операций:
подачи заготовок к клети по рольгангам;
перемещения заготовок в поперечном направлении манипуляторными линейками для последующей подачи в калибры валков клети;
кантовки (при необходимости) заготовок прямоугольного сечения крюковым кантователем, встроенным в манипуляторную линейку;
перемещения верхнего валка нажимным устройством перед процессом при необходимости изменения раствора валков;
подачи заготовок в калиоры валков для прокатки попеременно рабочими рольгангами (и раскатными при увеличении длины заготовки), расположенными перед и за клетью;
увеличения скорости прокатки после захвата металла и снижения ее перед выбросом металла из валков.
Такие операции, как кантовка заготовок и подача в калибры с учетом изгиба и деформации их концов, как правило, может выполнять только оператор при ручном управлении. При необходимости он осуществляет также и правку заготовок сведением линеек манипулятора до упора в металл.
Автоматизированная система управления скоростными режимами (АСУ СР) выполняет функции совместного управления раскатными, рабочими рольгангами и главным приводом с согласованием скоростей при использовании одного задающего аппарата (командоконтроллера). Подача и захват металла осуществляются на пониженной скорости захвата. Далее следует автоматическое увеличение скорости главного привода до заданного программой прокатки значения, а затем снижение ее до скорости выброса (при этом рассчитывается текущее значение непрокатанной части заготовки с помощью фотодатчиков положения конца заготовки и импульсного датчика, установленного на приводе валков).
Автоматизированная система управления нажимным устройством (АСУ НУ) обеспечивает автоматическую установку верхнего валка в соответствии с заданной программой прокатки при счете числа пропусков (от трех до девяти). В качестве датчика положения верхнего валка используется датчик абсолютного значения координаты (кодовый датчик).
Автоматизированная система управления манипуляторами и кантователями (АСУ МК) обеспечивает установку линеек с заготовкой у нужного калибра по заданной программе. При этом предусматривается возможность корректировочного перемещения линеек оператором и включение кантовки при ручном управлении.
Автоматизированная система контроля параметров прокатки (АСК ПП) выполняет измерение и архивирование данных параметров прокатки на заданном промежутке времени (температура заготовки, усилие прокатки, частота вращения, ток нагрузки главного привода). Перечисленные системы реализованы на программируемом логическом контроллере, связаны информационно с верхним уровнем управления (станция оператора с ПК), обеспечивающим ввод программ и схем прокатки, а также визуализацию состояния объекта и хода технологического процесса.
Для осуществления возможности регулирования момента и скорости в современных электроприводах используются следующие методы частотного управления, такие как:
Векторное;
Скалярное.
Наибольшее распространение получили асинхронные электроприводы со скалярным управлением. Его используют в приводах компрессоров, вентиляторов, насосов и прочих механизмов в которых необходимо удерживать на определенном уровне или скорость вращения вала электродвигателя (применяется датчик скорости), либо какого-то технологического параметра (к примеру, давление в трубопроводе, с применением соответствующего датчика).
Принцип действия скалярного управления асинхронным двигателем – амплитуда и частота питающего напряжения изменяются по закону U/f^n = const, где n>=1. То, как будет выглядеть данная зависимость в конкретном случае, зависит от требований предъявляемых нагрузкой электроприводу. Как правило, в качестве независимого воздействия выступает частота, а напряжение при определенной частоте определяется видом механической характеристики, а также значениями критического и пускового моментов. Благодаря скалярному управлению обеспечивается постоянная перегрузочная способность асинхронного двигателя, независящая от частоты напряжения, и все же при довольно низких частотах может произойти значительное снижение момента, развиваемого двигателем. Максимальное значение диапазона скалярного управления, при котором возможно осуществление регулирования значения скорости вращения ротора электродвигателя, без потери момента сопротивления не превышает 1:10.
Скалярное управление асинхронным двигателем довольно просто реализуется, но все же имеются два значительных недостатка. Во-первых, если на валу не установлен датчик скорости, то невозможно осуществлять регулирование значения скорости вращения вала, поскольку она зависит от воздействующей на электропривод нагрузки. Установка датчика скорости с легкостью решает данную проблему, но еще одним значительным недостатком остается – отсутствие возможности регулирования значения момента на валу двигателя. Можно конечно установить датчик момента, но стоимость подобных датчиков, как правило, превышает стоимость самого электропривода. Причем, даже если установить датчик управления моментом, то процесс управления этим самым моментом окажется невероятно инерционным. Еще одно «но» — скалярное управление асинхронным двигателем характеризуется тем, что невозможно осуществление одновременного регулирования скорости и момента, поэтому приходится осуществлять регулирование той величины, которая в данный момент времени наиболее важна в силу условий технологического процесса.
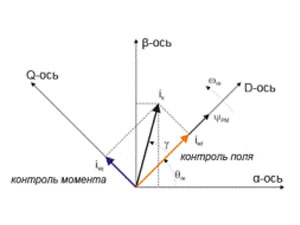
Дабы устранить недостатки, которыми обладает скалярное управление двигателем, еще в 71-м году прошлого века компанией SIEMENS было предложено внедрение метода векторного управления двигателем. В первых электроприводах с векторным управлением использовались двигатели, в которых были встроены датчики потока, что значительно ограничивало область применения подобных приводов.
Система управления современных электроприводов содержит в себе математическую модель двигателя, позволяющую рассчитать скорость вращения и момент вала. Причем в качестве необходимых датчиков устанавливаются только датчики тока фаз статора двигателя. Специально разработанная структура системы управления обеспечивает независимость и практически безынерционность регулирования основных параметров – момент вала и скорость вращения вала.
К сегодняшнему дню сформировались следующие системы векторного управления асинхронным двигателем:
Бездатчиковые – на валу двигателя отсутствует датчик скорости,
Системы, имеющие обратную связь по скорости.
Применение методов векторного управления зависит от области применения электропривода. Если диапазон измерения значения скорости не превышает 1:100, а требования, предъявляемые к точности, колеблются в пределах ±1,5%, то используется бездатчиковая система управления. Если измерение скорости осуществляется в пределах достигающих значений 1: 10000 и больше, а уровень точности должен быть довольно высоким (±0,2% при частоте вращения ниже 1 Гц), или же необходимо позиционировать вал или осуществлять регулирование момента на валу при низких частотах вращения, то применяется система, имеющая обратную связь по скорости.
Преимущества векторного метода управления асинхронным двигателем:
Высокий уровень точности при регулировании скорости вращения вала, несмотря даже на возможное отсутствие датчика скорости,
Осуществление вращения двигателя на малых частотах происходит без рывков, плавно,
Если установлен датчик скорости, то можно достичь номинального значения момента на валу даже при нулевом значении скорости,
Быстрое реагирование на возможное изменение нагрузки – резкие скачки нагрузки практически не отражаются на скорости электропривода,
Высокий уровень КПД двигателя, за счет сниженных потерь из-за намагничивания и нагрева.
Несмотря на очевидные преимущества, метод векторного управления имеет и определенные недостатки – большая сложность вычислений, для работы необходимо знание параметров двигателя. Помимо всего прочего колебания значения скорости при постоянной нагрузке значительно больше, нежели при скалярном методе управления. Кстати, существуют такие сферы, где используются электроприводы исключительно со скалярным методом управления. К примеру, групповой электропривод, в котором один преобразователь подпитывает несколько двигателей.
Компания Омрон Электроникс начало продажи на Российском рынке интеллектуальных датчиков для измерения 2D и 3D профилей объектов. Датчик Омрон ZG2 обладает следующими характеристиками:
Функциональность: 18 режимов измерения;
Диапазон измерения: до 210мм;
Точность измерения: 5мкм;
Ширина обзора: 70мм;
Степень защиты: IP66;
Юзабилити: встроенный дисплей для настройки датчика и мониторинга измеряемого профиля.
Новый интеллектуальный датчик Omron ZG наглядно демонстрирует, что измерение профиля не является такой уж сложной задачей. Встроенный ЖК-дисплей с простым, интуитивно понятным интерфейсом пользователя позволяет очень быстро и эффективно установить и настроить датчик. Дисплей обеспечивает оперативный визуальный контроль, отображая результаты измерения в реальном времени. Сложные измерительные задачи могут быть сконфигурированы в 3 шага, что значительно экономит время при настройке датчика и при работе с ним. Точная подстройка параметров может быть выполнена за считанные секунды. Настройка за 3 шага: 1. Отрегулируйте головку датчика. Проверьте по ЖК-дисплею. 2. Выберите нужную функцию с помощью простого графического меню. 3. Укажите необходимый диапазон.
Прародителем термина контроллер стало английское «control» — управление. В промышленных системах автоматизации (АСУ ТП) под контроллером понимается устройство, способное управлять определенными физическими процессами, согласно имеющемуся алгоритму, с учетом поступающей с датчиков информации, и передаваемой на исполнительные устройства.
Первые промышленные контроллеры были применены в автомобильной промышленности на стыке 60-х и 70-х годов ХХ века для автоматизации технологических линий сборки автомобилей. В те далекие времена компьютеры были невероятно громоздкими и стоили неимоверно дорого, именно поэтому программирование контроллеров осуществлялось по принципу жесткой логики (аппаратным способом), что по стоимость было в разы дешевле. Но и тут имелись свои неудобства – для того, чтобы перенастроить одну технологическую линию на другую приходилось изготавливать новый промышленный контроллер. Поэтому были придуманы промышленные контроллеры, в которых можно было изменить алгоритм проведения работ, не прибегая к радикальным методам – при помощи релейной схемы. Эти контроллеры были названы программируемыми логическими контроллерами (ПЛК). Аббревиатура ПЛК дожила и до наших дней. Далее понятия «ПЛК» и «промышленный контроллер» будут упоминаться как синонимичные друг другу.
Чуть позже увидели свет ПЛК, программируемые на машинно-ориентированном языке. С конструктивной точки зрения данный способ программирования был гораздо проще, однако приходилось привлекать к процессу внесения даже самых незначительных изменений специалиста по программированию. Именно этот момент можно считать точкой отсчета начала борьбы за снижение трудоемкости процесса программирования промышленных контроллеров. В итоге сначала были созданы языки высокого уровня, а уж затем специализированные языки визуального программирования, схожие с языком релейной логики. Заключительным этапом этого процесса стало создание международного стандарта МЭК (IEC) 61131-3. В него входит описание 5-ти языков программирования, благодаря которым исключается необходимость привлечения профессиональных программистов во время проектирования системы автоматизации АСУ ТП на базе промышленных контроллеров, предоставляя им возможность заниматься нетривиальными задачами.
Учитывая тот факт, что способ программирования используется как существенный признак классификации промышленного контроллера, термином ПЛК все реже обозначают управляющие контроллеры, не поддерживающие технологические языки программирования.
Применение промышленных контроллеров ПЛК распространяется практически на все сферы человеческой жизнедеятельности:
Автоматизация технологических процессов;
Станки ЧПУ;
Системы жизнеобеспечения зданий;
Системы противоаварийной защиты и сигнализации;
Сбор и архивирование данных;
Управление дорожным движением;
Управление космическими кораблями;
Системы охраны;
Автоматизация проведения испытаний продукции;
Медицинское оборудование;
Системы связи;
Управление роботами и многое другое.
И все же еще осталось немало отраслей, куда только начинается проникновение систем автоматизации на базе программируемых логических контроллеров ПЛК.
Использование промышленных контроллеров распространяется не только на системы управления технологическими процессами АСУ ТП, в качестве автономных средств управления линией или отдельным агрегатом, но и на широкомасштабные системы автоматизированного управления, которые осуществляют мониторинг деятельности целого производственного предприятия.
На Российском рынке промышленной автоматизации представлены промышленные контроллеры следующих иностранных фирм: ABB, Siemens Simatic, Schneider Electric Modicon, Mitsubishi, GE Fanuc. Но не стоит думать, что везде применяются зарубежные ПЛК, Российские фирмы производители постепенно увеличивают долю занятого ими сектора рынка промышленной автоматики. Среди российских фирм выделяются такие производители промышленных контроллеров, как: Овен, Текон, Элемер, Фаствел, Эмикон, ДЭП и другие.
В вопросе развития промышленных контроллеров (ПЛК) прослеживаются следующие тенденции:
Уменьшение размеров габаритов;
Расширение функционала;
Рост числа промышленных сетей и интерфейсов передачи данных, поддерживаемых ПЛК;
Применение «открытых систем»;
Применение языков программирования, входящих в стандарт МЭК 61131-3;
Удешевление аппаратной части.
Еще одна очень важная тенденция – наличие в промышленных контроллерах признаков персонального компьютера: а именно наличие:
монитора;
мыши;
ОС Windows;
клавиатуры;
жесткого диска.
В свою очередь промышленные компьютеры обзаводятся признаками ПЛК:
наличие пыле- и влагозащиты;
увеличение числа коммуникационных портов;
расширение температурного диапазона;
наличие функций самотестирования и диагностики;
flash-память;
осуществление контроля целостности прикладной программы;
возможность крепления на DIN-рейку;
применение ОС жесткого реального времени;
поддержка watch dog.
Промышленные компьютеры стали отвечать требованиям характерным для жестких условий эксплуатации. Постепенно пропадают аппаратные различия между контроллером и компьютером промышленного назначения. Основным отличительным признаком промышленного контроллера является наличие специализированного языка программирования и его назначение.
Проведенный анализ свойств различных SCADA систем позволил выбрать программный продукт, являющийся оптимальным для решения поставленных задач. Свойства SCADA систем с легкостью подразделяются на следующие виды:
Инструментальные;
Эксплуатационные;
Интеграция с внешними системами;
Экономическая привлекательность.
Инструментальные свойства SCADA систем
Инструментальные свойства SCADAсистем влияют на работу системных интеграторов, а именно на их эффективность:
Скорость разработки проектов;
Наличие проблем с освоением;
Возможность работы с различными средствами коммуникациями;
Функциональные возможности сложной обработки входящих данных;
Поддержка универсальных языков программирования, таких как Visual Basic и языков программирования промышленных контроллеров (ПЛК), описанных в стандарте МЭК 61131-3 (IEC 61131-3);
Открытость для разработчиков (наличие ActiveX и COM для реализации подключения различных программных модулей пользователей, включая OPC, OLE, ODBC, OLE DB);
Качество подготовленной технической документации (ясность изложения, полнота, грамотность);
Возможность проведения отладки оборудования в режиме эмуляции;
Поддержка основных форматов графических файлов;
Наличие внутреннего графического редактора, дающего возможность отказа от использования внешних графических редакторов типа Photoshop, CorelDraw или Paint Brush,
Качественный уровень технической поддержки (возможность обращения по горячей линии, минимальное время отклика на обращение).
В SCADA системах используются языки программирования, отвечающие стандарту МЭК 61131-3 (IEC 61131-3), дополненные специфическими функциями, которые присущи SCADA системам. Стоит отметить, что большинство существующих SCADA систем имеют в своем составе встроенный интерпретатор и редактор языка Visual Basic от компании Microsoft.
Эксплуатационные свойства SCADA систем
В процессе эксплуатации качественный показатель SCADA системы оценивается конечными потребителями по следующим характеристикам:
Робастность (уровень защиты от вандалов и враждебных элементов, нечувствительность к возможным ошибкам пользователя и наличию ошибок в исходных данных);
Уровень надежности;
Защита информации;
Возможность сохранения имеющихся данных во время нештатных ситуаций, а также при сбоях и отключении электропитания;
Возможность автоматического перезапуска системы после отключения электропитания или при зависании;
Резервирование текущего проекта SCADA системы (операторская станция, сетевые сервера, клиентские рабочие станции, резервное копирование имеющихся данных);
Возможность работы с несколькими мониторами;
Переключение между экранами, имеющими различную детализацию изображения.
Интеграция с внешними системами
Интеграция с внешними системами оказывает очень сильное влияние на экономическую эффективность SCADA системы, но проявление подобного влияния носит абсолютно случайный характер, потому как все зависит от степени интеграции в каком-либо определенном проекте.
Уровень интеграции с внешними системами определяется степенью открытости программного обеспечения при разработке проекта SCADA системы. Он проявляется в возможности подключения к проекту различных программных модулей пользователя или плагинов сторонних производителей. Чтобы это стало возможным, в SCADA системах реализована поддержка ActiveX элементов и СОМ-объектов. По тому же принципу, использование интерфейсов OLE DB и ODBC, а также стандарта ОРС позволяет совмещать SCADA системы с базами данных и аппаратурой сторонних производителей. Поддержка языков МЭК 61131-3 (IEC 61131-3) позволяет достичь максимальной открытости системы программирования SCADA системы для разработчиков.
Наиболее интересным и актуальным способом, с точки зрения открытости системы, является использование web-интерфейса, благодаря которому обеспечивается доступ к проекту SCADA системы независимо от модели компьютера и вашего местоположения, при наличии любой аппаратной платформы, операционной системы, типа канала связи и web-навигатора.
Экономическая эффективность SCADA систем
Экономическая эффективность SCADA систем определяется как отношение полученного экономического эффекта от внедрения проекта SCADA системы к затратам на ее установку и поддержание работоспособности. Экономический эффект от внедрения SCADA системы можно оценить с учетом большего количества свойств внедренной системы, но все-таки выделим основные свойства, которые приносят финансовый доход:
Масштабируемость — возможность работы, как с большими, так и с малыми системами;
Модульность — создание заказной комплектации SCADA системы в зависимости от приоритета поставленных задач. В роли типовых подсистем могут выступать – подсистема сбора данных, подсистема трендов, подсистема коммерческого учета энергоресурсов, подсистема визуализации, подсистема создания отчетов, подсистема алармов и прочее;
Дороговизна обслуживания;
Возможность обновления установленных версий;
Степень надежности поставщика, длительность и качество практического применения;
Возможность обучения и его стоимость;
Наличие технической поддержки и её стоимость;
Принципы ценообразования.
Универсальные SCADA системы обладают одним общим недостатком – низкой экономической эффективностью при решении простых задач. Даже если учесть то, что стоимость SCADA системы тем ниже, чем меньше набор модулей и количество доступных потребителю тегов, то все равно общая стоимость владения остается достаточно высокой, за счет затрат на техническую поддержку. Не менее трудоемким, а следовательно и дорогим, остается процесс адаптации универсальной SCADA системы к конкретным задачам.
Изменения, сделанные в новой версии SCADA МЗТА Контар:
Устранена проблема резкого увеличения загрузки процессора во время переключения в режим редактирования;
Устранена проблема с утечкой памяти во время переключения между мнемосхемами;
Произведены изменения в функции выбора параметров при открытии окна добавления необходимых параметров в архив после произведения сортировки имеющихся источников;
Произведена русификация Мульти-уставки.
SCADA КОНТАР АРМ – является системой диспетчеризации для комплекса ПТК КОНТАР, разработанного МЗТА (Московским заводом тепловой автоматики). Основное назначение системы – создание автоматизированного диспетчерского рабочего места. Система имеет две части, – сервернуя и клиентскуя – которые устанавливаются на один компьютер – сервер SCADA. Благодаря клиентской части можно устанавливать наблюдение за определенными объектами. Клиентскую часть можно установить на другой компьютер, чтобы организовать дополнительное диспетчерское рабочее место, но компьютер, на который будет производиться установка клиентской части, должен располагаться в одной с сервером SCADA сети. Возможности одного сервера SCADA по количеству обслуживаемых объектов практически безграничны. Систему можно использовать для осуществления круглосуточного непрерывного наблюдения за определенными объектами. SCADA Kontar есть не что иное, как идеальное решение для диспетчеризации таких массивных объектов как – торгово-развлекательные и спортивные комплексы, жилые, офисные и административные здания и прочее.
Особенности SCADA Kontar (МЗТА Контар):
Встроенный конструктор поможет создать мнемосхемы объекта;
Наличие возможности создания пользовательских библиотек необходимых для конструктора компонентов;
Наблюдение за значениями параметров;
Возможность изменения значений параметров;
Наличие расписания, встроенного в контроллеры;
Создание графиков из полученных значений необходимых параметров в реальном времени;
Проведение архивирования через определенные, заданные пользователем промежутки времени;
Создание графиков из значений параметров, полученных из архива;
Возможность оповещения пользователей о возникших аварийных ситуациях путем отправки соответствующих писем на телефон или адрес электронной почты;
Наличие звукового и визуального оповещения.
Системные требования SCADA Kontar (МЗТА Контар):
Совместимость ПК с IBM;
Процессор должен быть не ниже Pentium-II или аналогичного ему;
Оптимальным решением является Pentium 4 с тактовой частотой от 2,4 ГГц;
Совместимость с операционными системами – 2000+SP4, 2003 Server, XP+SP2, Vista, Windows 7;
Оперативная память – 1Гб — полная установка, 512Мб — установка исключительно клиентской части;
Жесткий диск – не менее 40Гб;
Рекомендуемое для работы разрешение экрана — 1024х768 (не менее 800х600);
Порты – USB, COM, Ethernet;
Наличие постоянного подключения к сети Интернет для серверного компьютера (при проведении удаленной диспетчеризации через сеть Интернет).